Injection molding is one of the most widely used processes for fabrication of plastic parts. The injection molding process requires the injection molding machine, raw plastic, and the mold. The raw plastic is melted in the injection molding machine and then poured into the mold where it is allowed to cool and solidify. The melted plastic takes the desired shape after cooling.
Today, it’s almost impossible to do anything without using injection molded parts. They are used in medical equipment, automotive interior parts, electronic housings, housewares, compact discs, plastic toys, etc.
Plastic parts design is a very complex process and it requires the involvement of many factors like functional requirements, process constraints, material selection and assembly or structural issues. Wall thickness, Draft, and Textures, Ribs & Bosses, Holes/Depressions, etc. are some of the important elements to be considered in the design of plastic parts. In this blog, we will look at some basic guidelines to be followed for designing bosses. Adhering to these basic design guidelines for injection molded parts can improve the moldability of the designs and the life of the mold, increase the operational life of the part and reduce manufacturing cost.
A boss feature finds use in many part designs as a point of attachment and assembly. The most common variety consists of cylindrical projections with holes designed to receive screws, threaded inserts, or other types of fastening hardware. Under service conditions, bosses are often subjected to loadings not encountered in other sections of a component. Provide a generous radius at the base of the boss for strength and ample draft for easy part removal from the mold.
10 Boss Design Guidelines one should follow in Plastic Parts Design
1. Minimum Radius at Base of Boss
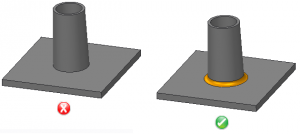
A fillet of a certain minimum radius should be provided at the base of a boss to reduce stress. The intersection of the base of the boss with the nominal wall is typically stressed and stress concentration increases if no radii are provided. Also, the radius at the base of the boss should not exceed a maximum value to avoid thick sections. The radius at the base of boss provides strength and ample draft for easy removal from the mold. The recommended value for radius at the base of a boss is 0.25 to 0.5 times the nominal wall thickness.
2. Spacing between Bosses
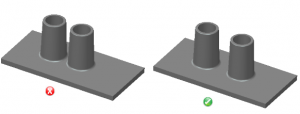
When bosses are placed very close to each other, it results in creating thin areas which are hard to cool and can affect the quality and productivity. Also, if the mold wall is too thin, it is very difficult to manufacture and often results in a lower life for the mold, due to problems like hot blade creation and differential cooling. Hence, it is recommended that spacing between bosses should be at least 2 times the nominal wall thickness.
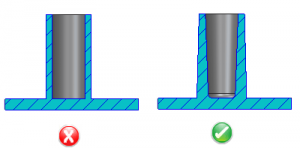
3. Radius at Base of Hole in Boss

Providing a radius on the core pin helps in avoiding a sharp corner. This not only helps to mold but also reduces stress concentration. It is recommended that the radius at base of hole in boss should be 0.25 to 0.5 times the nominal wall thickness.
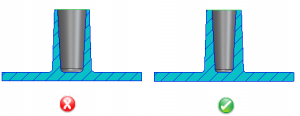
4. Minimum Draft for Boss OD
An appropriate draft on the outer diameter of a boss helps easy ejection from the mold. The draft is required on the walls of a boss to permit easy withdrawal from the mold. The recommended value for the minimum draft on the outer surface of the boss is greater than or equal to 0.5 degrees.
5. Minimum Draft for Boss ID
Designs may require a minimum taper on the ID of a boss for proper engagement with a fastener. The draft is required on the walls of a boss to permit easy withdrawal from the mold. It is recommended that minimum draft on the hole in boss should be greater than or equal to 0.25 degree.
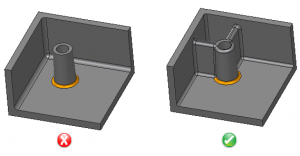
6. Boss Height to OD Ratio
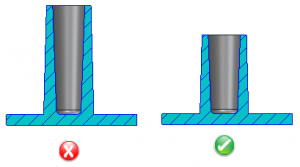
A tall boss with the included draft will generate a material mass and thick section at the base. In addition, the core pin will be difficult to cool, can extend the cycle time and affect the cored hole dimensionally. It is recommended that the height of boss should be less than 3 times of outer diameter.
7. Minimum Radius at Tip of Boss
Under service conditions, bosses are often subjected to loadings not encountered in other sections of a component. A fillet of certain a minimum radius value should be provided at the tip of a boss to reduce stress.
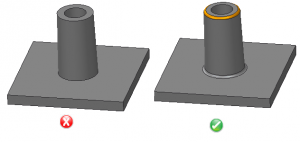
8. Chamfer at the top of Boss
Boss should have chamfer on top. A chamfer at top of boss is good lead in for the fasteners.
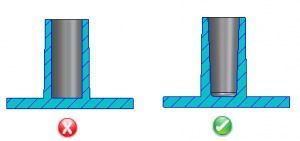
9. Wall Thickness of Boss
Wall thicknesses for bosses should be around 60 percent of the nominal wall to minimize sinking. Wall thickness greater than this can create voids and sink marks and may also expand the cycle time.
However, if the boss is not in a visible area, then the wall thickness can be increased to allow for increased stresses imposed by self-tapping screws.
10. Standalone Boss
Bosses and other thick sections should be cored. It is good practice to attach the boss to the sidewall. In this case, the material flow is uniform and provides additional load distribution for the part. For better rigidity and material flow, a boss should be connected to the nearest side wall.
How do you design your injection molded parts? Let us know by entering in comments section below.
How do you design your injection molded parts? Let us know by entering in the comments section below.
Learn more about what makes a great plastic part design. Download the complete DFM eBook DFM eBook
Learn plastic parts design best practices and design for manufacturing guidelines. Free Download The Ultimate Guide to Plastic Parts Design
Never Miss an Update
Subscribe to the HCL DFMPro Blog weekly digest
and stay informed about the latest content from industry leaders.
I together with my pals have been taking note of the great ideas located on your web page then then developed a horrible feeling I had not expressed respect to the web blog owner for those strategies. These young men happened to be glad to learn all of them and already have in fact been tapping into these things. Appreciation for actually being simply helpful as well as for picking out such helpful subject areas most people are really wanting to be informed on. My personal sincere apologies for not saying thanks to sooner.
Very good article. Can you permit us to publish in Indian Plastics Institute IPI Bi monthly journal? I am chairman of publication committee. IPIINDIA
Good post .
Ahaa, its pleasant conversation about this piece of writing here at this
web site, I have read all that, so now me also commenting at this place.
This article is really interesting. I have bookmarked it.
Do you allow guest posting on your website ? I can provide high quality articles for you.
Let me know.
Very energetic blog, I liked that bit. Will there be a
part 2?