| DFMPro helps to check for industry standard DFM practices for injection molding design, right inside the CAD environment. This helps produce parts economically at a better quality and shorter lead time. Users can validate the injection molding designs to check for uniform wall thickness, recommended rib parameters, appropriate draft angles on core and cavity surfaces, undercuts, thin steel conditions on mold and many other common rules. DFMPro provides flexibility to configure the available injection molding design guidelines. It also provides the ability to add new design rules requiring very basic programming knowledge. |
Injection Molding Design Guidelines |
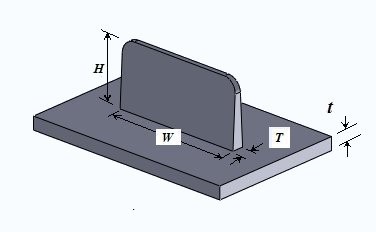
Design Guidelines for RibsRecommended Rib Parameters
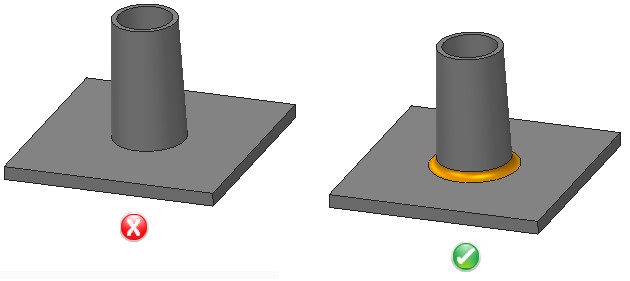
Generally, the rib height is recommended to be not more than 2.5 to 3 times the nominal wall thickness. Similarly, rib thickness at its base should be around 0.4 to 0.6 times the nominal wall thickness. Minimum Radius at Base of Ribs A fillet of a certain minimum radius value should be provided at the base of a rib to reduce stress. However, the radius should not be so large that it results in thick sections. The radius eliminates a sharp corner and stress concentration. Flow and cooling are also improved. Fillet radius at the base of ribs should be between 0.25 to 0.4 times the nominal wall thicknesses of the part. Draft Angle for Ribs
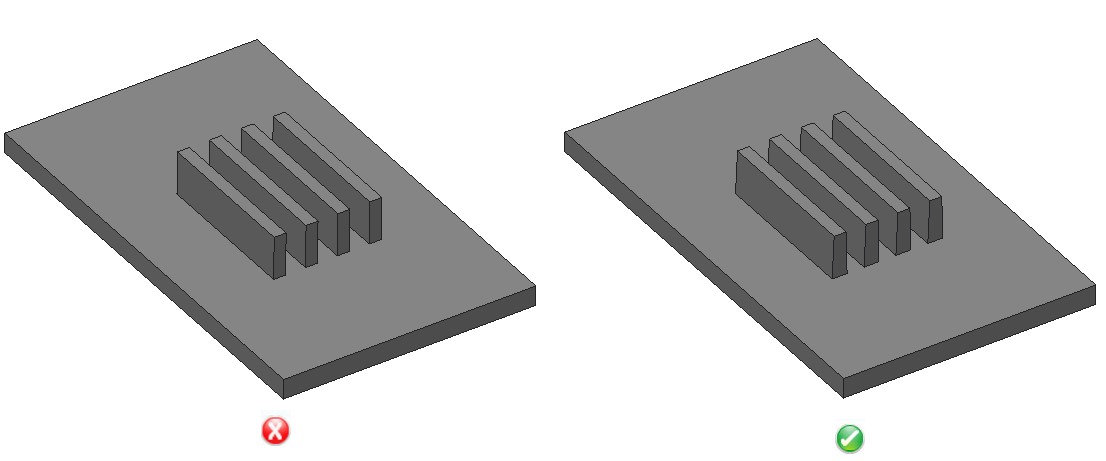
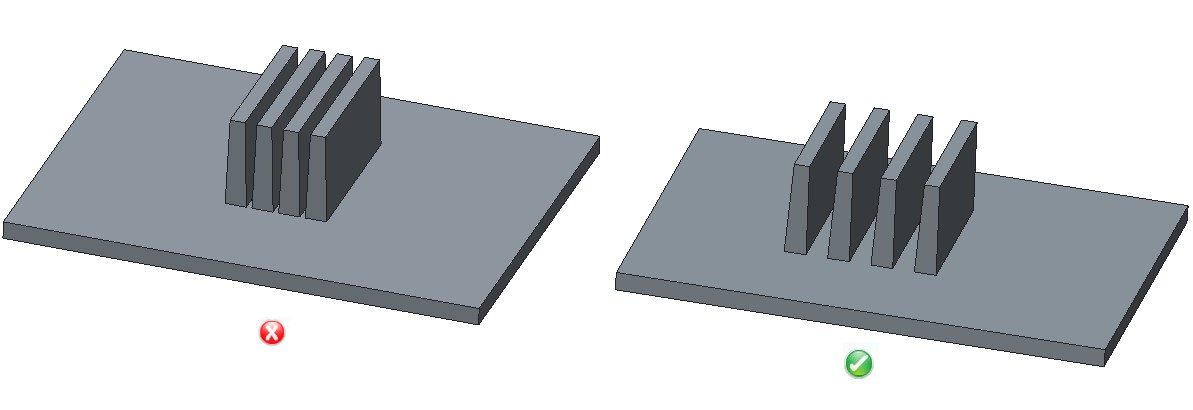
Spacing Between two Parallel Ribs
|