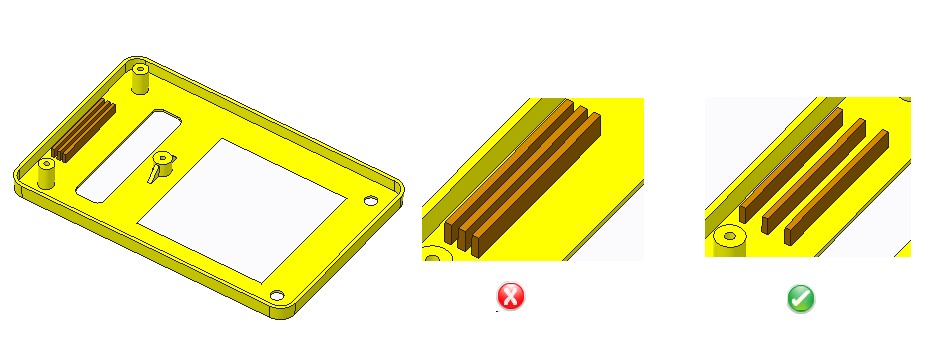
Dicke der Mulde von Wand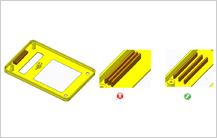 Die Dicke der Mulde von Wand hat mit dem Raum von vielen Elementen im Model von Plastik zu tun .Wenn die Rieben, Bossen neben einander gesetzt sind, wird ein dünner Raum geschaffen den, schwer zu kühlen ist, es ist auch schwer zu bauen und die Mulde von Problemen wie heiße Bladen und Differenz im kühlen weniger dauern wird. Die Minimum erlaubte Dicke der Mulde muss nach dem Prozess und Material gesorgt werden.
Einfoermige Dicke von Wand 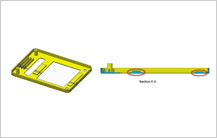 Die nicht einförmige Teilen von Wänden können schaden und Stress von Mulde schaffen.. Die Teilen die sehr dünn sind mehr zerbrechbar im handeln, die können den Fluss des Materiales grenzen und Luft trappen die Teile schadend. Eine dicke Wand von anderer Seite, wird den Kreis von Sorge verspäten und teuer kosten und die Zeit von Leben dazu verlaengern. Die nicht einförmige Teilen von Wänden können schaden und Stress von Mulde schaffen.. Die Teilen die sehr dünn sind mehr zerbrechbar im handeln, die können den Fluss des Materiales grenzen und Luft trappen die Teile schadend. Eine dicke Wand von anderer Seite, wird den Kreis von Sorge verspäten und teuer kosten und die Zeit von Leben dazu verlaengern.
Im Allgemeinen, sind die dünnere Wände stärker mit kleinen Teilen mehr als mit großen Teilen. Der Faktor von Begrenzung in dicken Wänden ist die Neigung das plastische Material leicht zu kühlen und fest machen bevor die Mulde gefüllt sei. Je kürzer der Fluss von Material ist, desto dünner wird die Wand sein. Die Wände sollen auch einförmig in Dicke sein, um nicht zerstoert vom ungleichen schränken zu werden. Wenn die Änderung von Dicke unvermeidbar ist, soll die Transition gradual und nicht abrupt sein.
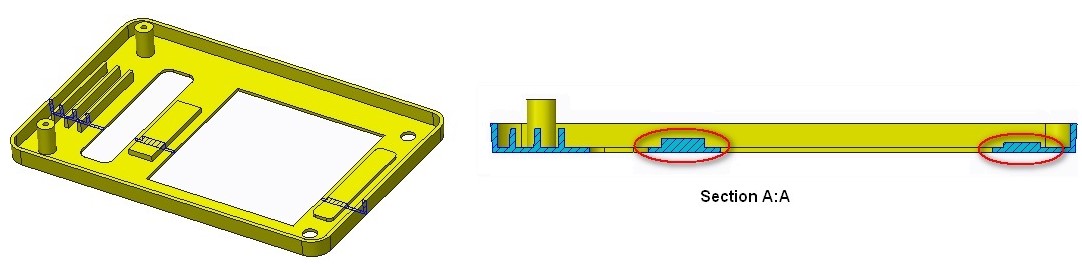
Variationvon Dicke der Wand 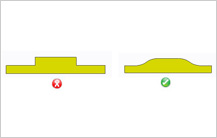 Die Variation muss so sein um eine normale Füllung der Mulde zu erlauben. So, muss die Dicke durchaus das Teil gleich sein (egal der normale Dicke von Wand. Tatsächlich ist die Variation unvermeidbar, wegen Funktion und Ästhetisch Trozt dies muss die Variation minimisiert sein. Nicht einförmige Dicke von Wand kann einen ungleichen Fluss von Plastik verursachen und die verschiedenen Teile werden mit verschiedenem Wachstum gekühlt. 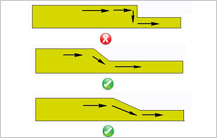 Dies kann die schwere Portion des Models zerstören. Wenn die gleiche Dicke einer Wand unvermeidbar ist, ist es nötig mehr die schwere Sektionen zu kühlen.. Dies wird die Tools mehr kompliziert machen und die Kost von Produktion erhöhen. Im Allgemeinem, wird eine graduale Aenderung von 25% und 15% in amorphen Materialen (PC, ABS, etc.) und Halb Kristalline (Nylons, PE, .) akzeptiert werden. Dies kann die schwere Portion des Models zerstören. Wenn die gleiche Dicke einer Wand unvermeidbar ist, ist es nötig mehr die schwere Sektionen zu kühlen.. Dies wird die Tools mehr kompliziert machen und die Kost von Produktion erhöhen. Im Allgemeinem, wird eine graduale Aenderung von 25% und 15% in amorphen Materialen (PC, ABS, etc.) und Halb Kristalline (Nylons, PE, .) akzeptiert werden.
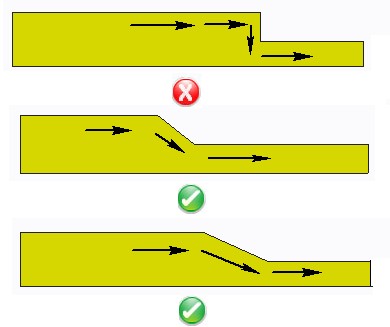
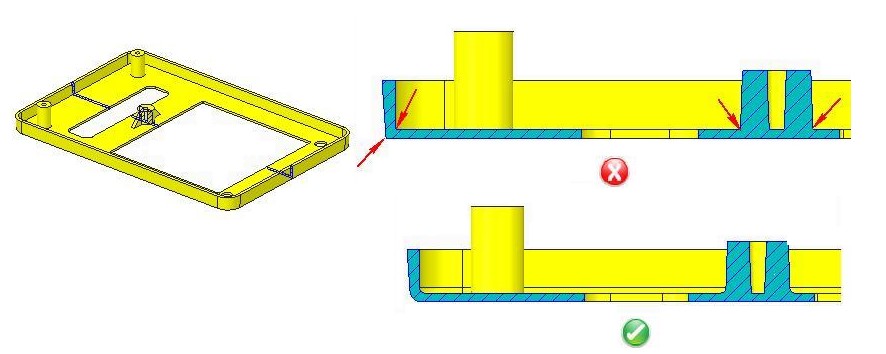
Enkel von Minimum Draht 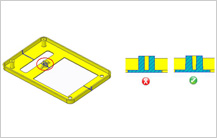 Das Design von Draht Enkeln ist wichtig wenn man plastische Teile zeichnet .Wegen das schränken von Plastik, haben die Teile von Mulde von Injektion die Neigung an einem Kor geschränkt zu werden. Dies schafft einen hohen Druck an der Oberfläche des Kor und wird die Friktion zwischen den Kor und das Teil, die Ejektion des Teiles von Mulde schwieriger .sein. So, müssen die Enkel von Draht gut gezeichnet werden um der Ejektion zu helfen. Dies auch wird die Zeit von Zyklu reduzieren und die Produktivität verbessern. Die Enkel von Draht müssen an den äußeren und inneren Wänden des Teiles der Richtung von ziehen entlang benutzt werden. Es ist empfohlen dass die Draht Enkel für Wandseite wenigstens zwischen 0.5 zu 2 Graden in den inneren und äußeren Wänden sein, obwohl eine größere Enkel ist leichter im Teil benutzt und so wird das Teil besser benutzt werden. Das Design von Draht Enkeln ist wichtig wenn man plastische Teile zeichnet .Wegen das schränken von Plastik, haben die Teile von Mulde von Injektion die Neigung an einem Kor geschränkt zu werden. Dies schafft einen hohen Druck an der Oberfläche des Kor und wird die Friktion zwischen den Kor und das Teil, die Ejektion des Teiles von Mulde schwieriger .sein. So, müssen die Enkel von Draht gut gezeichnet werden um der Ejektion zu helfen. Dies auch wird die Zeit von Zyklu reduzieren und die Produktivität verbessern. Die Enkel von Draht müssen an den äußeren und inneren Wänden des Teiles der Richtung von ziehen entlang benutzt werden. Es ist empfohlen dass die Draht Enkel für Wandseite wenigstens zwischen 0.5 zu 2 Graden in den inneren und äußeren Wänden sein, obwohl eine größere Enkel ist leichter im Teil benutzt und so wird das Teil besser benutzt werden.
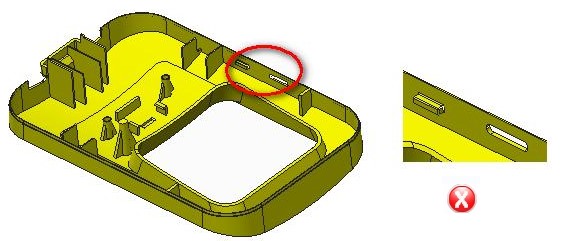
Undercut Erkennung 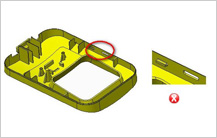 Undercuts müssen für einen leichten Bau vermieden werden. Die . Undercuts erfordern einen Mechanismus weiter um zu bauen die Kost der Mulde und Komplexität erhöhend.. Weiterhin muss das Teil Raum haben um flexibel zu sein und deformiert zu werden. Ein kluges Design oder Konzessionen im Design können oft den komplexen Mechanismus für Undercuts streichen. Die Undercuts werden vielleicht mehr Zeit brauchen um Mulden zu loden. Es ist empfohlen die Undercuts an einem Teil vermieden zu sein.
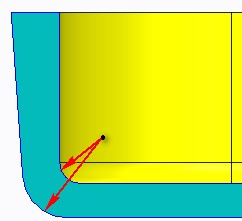
Scharfe Ecken 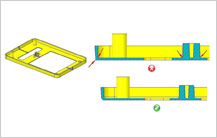 Frei-geblich haben die runden Ecken viele Vorteile. Es gibt weniger Stress am Teil und am Tool. Wegen scharfen Ecken, ist der Fluss von Material nicht normal und es ist schwierig zu füllen, wird die Stärke von Tools reduzieren und wird auch Stress verursachen. Teile mit Radi und Filets werden billiger kosten und leichter zum erstellen, Chips reduzieren, den Bau von Mulden einfach machend und die Mulde auch stärker und gut aussehend machen. 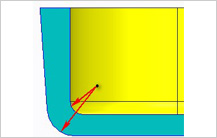 Die Direktive von allgemeinem Design schlägt vor, dass das Radi von Ecken muss wenigstens ein Halb der Dicke von Wand haben. Es ist empfohlen scharfe Ecken zu vermeiden und gute Filets und Radi zu gebrauchen wenn es erfordert ist. Die Direktive von allgemeinem Design schlägt vor, dass das Radi von Ecken muss wenigstens ein Halb der Dicke von Wand haben. Es ist empfohlen scharfe Ecken zu vermeiden und gute Filets und Radi zu gebrauchen wenn es erfordert ist.
Weiterhin muss das innere und äußere Radi das selbe Zentrum haben um den Stress im kühlen zu vermeiden wie es im Bild hier steht.
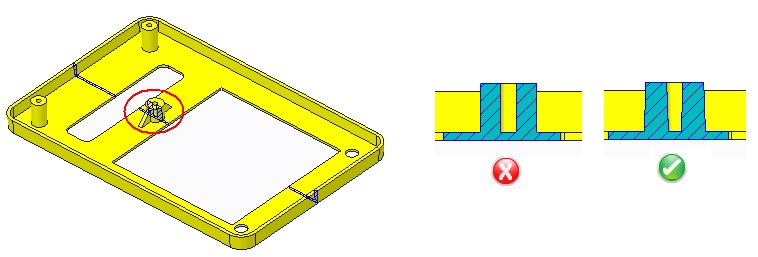
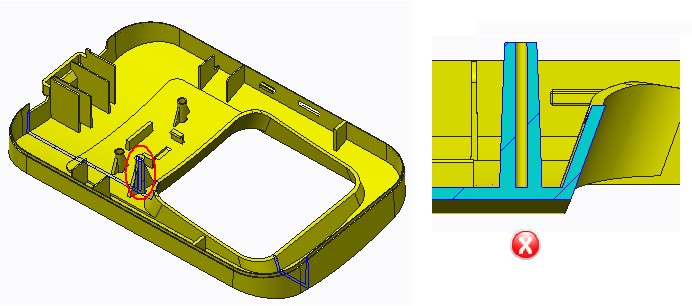
Tiefe von Höhlen mit Ratio von Diameter 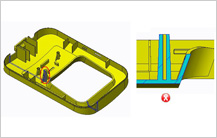 Die Kor Pins sind benutzt um Höhlen in plastischen Teilen zu herstellen. Durch Höhlen ist es leichter als leere Höhle zu produzieren die das ganze Teil nicht eintreten. Leere Höhlen sind von Pins geschaffen die nur am einen Rand unterstutzt sind; so müssen solche Pins nicht lang sein. Längere Pins werden mehr dazu reflektieren und vom Druck der Mulden des plastischen Materiales geschossen werden. Es ist empfohlen dass die Tiefe von Höhlen ein Ratio von Diameter nicht mehr als 2 haben,. Die Kor Pins sind benutzt um Höhlen in plastischen Teilen zu herstellen. Durch Höhlen ist es leichter als leere Höhle zu produzieren die das ganze Teil nicht eintreten. Leere Höhlen sind von Pins geschaffen die nur am einen Rand unterstutzt sind; so müssen solche Pins nicht lang sein. Längere Pins werden mehr dazu reflektieren und vom Druck der Mulden des plastischen Materiales geschossen werden. Es ist empfohlen dass die Tiefe von Höhlen ein Ratio von Diameter nicht mehr als 2 haben,.
|