Prototyping and Tooling Recommendations
This is part two of a two-part series. The first part described the stages for a planned approach and a well thought-through set of deliverables at each stage that can ensure a focused, efficient and fast design review process. This results in a true Poka Yoke tool which prevents design deficiencies from being carried to the next phase of design.
The second part will address the tooling and prototyping requirements from preliminary models such as wax and stereolithography to hard tools capable of producing over a million parts.
This discussion will be restricted to molded plastic parts – which in most instances are the most complex for a typical product.
Preliminary Form and Fit for Concept Review and Refinement
- To help visualize basic product and marketing requirements
- To set preliminary form, size, weight and cost targets
- Review form factors with key customers
Before the advent of 3D wax modeling, stereolithography and selective laser sintering, this used to be done by carefully machining and sculpting foamed plastic pieces to create a crude “touchy, feely” part.
The following are the current choices (approximately in terms of cost – lowest to highest):
3 D Wax Printing
CAD Data Required –
Has a waxy feel, does not feel quite like a plastic part and has the least finished surface. It has very poor mechanical strength and is therefore formed as a solid. For this reason, it does not provide an accurate feel for the weight. Very suitable for the outside form factor refinement and preliminary discussions with internal and external customers.
Stereolithography
This has come a long way from its introduction in eighties and nineties and has a much wider choice of resins than the acrylic based ones in when first introduced. Can be used for limited thermal studies of internal electronic components.
Selective Laser Sintering (SLS)
Available in a variety or resins. Can be used for limited thermal and other environmental studies.
CNC Machining
By far the most expensive. Can be machined from solid blocks of most commercial resins and can have very accurate details and tolerances. Especially suitable for tolerance studies in addition to limited thermal and environmental studies.
The last three can be finished and painted to look and feel like real injection molded parts.
Detailed Design Review
To finalize a design that is ready for an engineering verification (EV) build and comprises of the following:
- Issues highlighted in Concept Review
- Part geometry ready for tooling
- Specific areas of concern identified
- Materials finalized
- Design fallbacks for identified risky areas
- Full design validation performed using software such as DFMPro1 along with reasons for exceptions
Stereolithography and Selective Laser Sintering (SLS)
Can be used for form, fit and thermal studies of internal electronic components.
CNC Machining
Especially suitable for tolerance studies in addition to limited thermal and environmental studies. Can be used for drop tests to get an idea on how well the enclosure is supporting the internal parts. Cannot be used to predict the drop or chemical resistance of the final injection molded part. Please see discussion below.
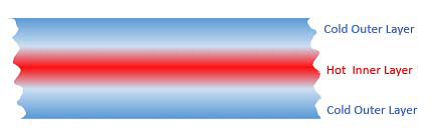
Let us take a minute to understand stress in plastics. Plastic basically is a very poor conductor of heat. An injection molded part may come out of a mold at upwards of 200 deg C. As soon as it comes out, the outer layers are exposed to the ambient air and start to cool and shrink. The inside layers are insulated by the outside layer and stay hot for a much longer time. See below:
The net result is that the outside layers are continuously pulled in by the inside layers and the inside layers are pulled out by the layer when the part has finally cooled down. This results in the following stress pattern for the part:
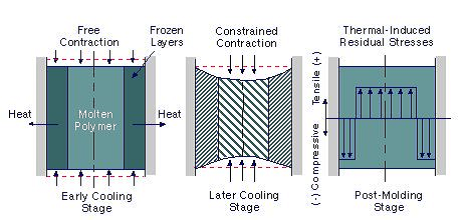
Illustration Credit: http://www.dc.engr.scu.edu/
The outside layers in compression add to the stress carrying properties. Additionally, the chemical resistance of the plastics is considerably improved.
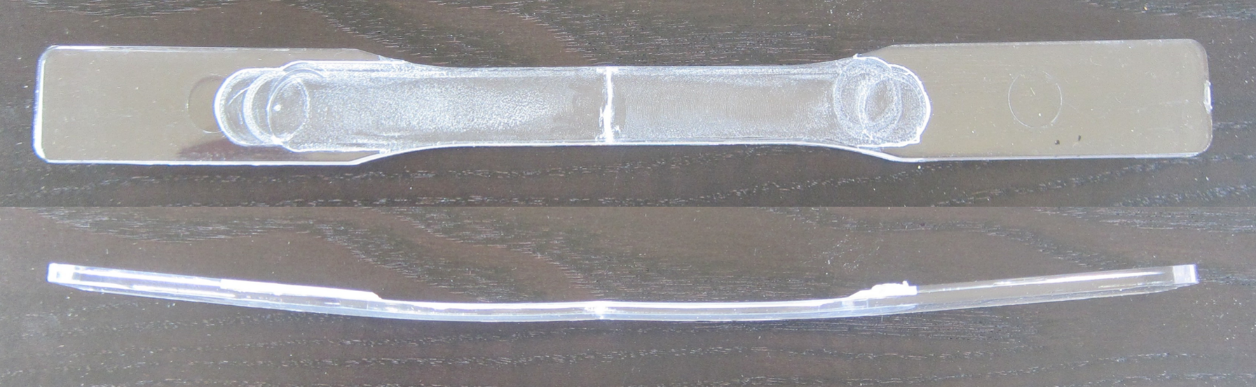
When a piece of plastic is machined the compressive layers may be removed resulting in lower stress carrying capacity and chemical resistance. The figure below shows a polycarbonate dog bone. The top layer on one side has been removed by very carefully machining it without letting the part distort due to the heat generated by machining. Due to the removal of the top compressive layer, the part bows in the direction of the machined surface. Also whereas the un-machined bar can be bent back and forth hundreds of times without developing a crack, just one bend in this case results in a crack in the middle.
Thus the results obtained from a drop or chemical resistance from a machined enclosure may be very misleading.
Cast Polyurethane Parts
Can be used for form, fit and limited thermal and environmental studies. They provide a cheaper way to make limited number of parts (preferably under 100) for marketing purposes.
Prototype Tooling
Single cavity tooling that can produce close to the final design parts in the final material and provide data for fine tuning the final molds in terms of cosmetics and yield. Where possible, automation (slides and lifters, etc.) avoided.
Material: CR Steel or P 20
CAD Data Requirements:
Final data including required draft and inside radii, except:
- Identified areas that need to be finalized based on the proto-tooling
Flow Analysis: Full flow analysis
Other Requirements:
- Gating, runner system, cooling replicate final tooling
- Processing and resins replicate the final tooled parts
Limitations:
- Parts cost will be higher due to lack of automation and possible secondary operations
- Cosmetics may be not be as good as the production tools due to witness lines, etc.
Soft Tooling
In addition to or in place of prototype tooling – lower cost tooling for life time volume of around 100,000. Use discouraged in favor of P20 type tooling.
Material:
Aircraft Grade Aluminum (6061 T6), P 20, CR Steel
Aluminum was the material of choice before the advent of high speed machining since it was easier and faster to machine. The main disadvantage is its high thermal conductivity (6-8 times tool steels – a desirable property for molding) and a relatively soft surface (Rockwell 60 B compared to 32-36 C for P20 and 46-52 C for H13) that needs very careful handling during molding. The higher conductivity may result in better overall mechanical and chemical properties of the molded part, however this may not represent the properties obtained from the steel molds resulting in unexpected failures in production parts.
All other requirements same as prototype tooling.
Final Design Review and Release for Production Tooling
Objective
- Review of action items generated and modifications needed based on verification testing
- Structural integrity confirmed by simulation
- Areas of weakness redesigned
- Material performance confirmed
- Comprehensive transition of design to tooling including inspection and quality control documents
Depending on the Production Needs:
Soft Tooling – As Discussed Above
Low Volume Tooling (Volumes of 250,000 -500,000)
Material P 20 or equivalent.
May have multiple cavities.
High Volume Tooling – Guaranteed life 1,000,000 cycles
Material Hardened H 13 or other special materials such as stainless steel
May have multiple cavities.
Final data including required draft and inside radii and areas that needed to be finalized based on the prototype tooling.
Full Flow Analysis
- Gating, runner system, cooling optimized
- Processing optimized
DFMPro is a design for manufacturing solution for design engineers tightly integrated with popular CAD systems. It helps design engineers quickly review their designs for ease of manufacturing and assembly prior to taking the designs forward for design reviews or manufacturing. Thus, it helps the organization avoid rework, improve product quality and reduce the time to market.
In the design review process, DFMPro optimizes the overall inherent design to prevent short and long term visual, functional, processing or tooling issues. To know more, visit dfmpro.com