
Sink mark is like history – what’s done cannot be undone! Any designer who has ever dealt with plastic would know the trepidation with which a plastic part design is often dealt with. Each sink speaks greatly of the type of plastic design. Often times a result of-
- Part design
- Low injection and packing pressure
- Cooling time
- Melt or mold temperature
- Location and size of gate
These localized depressions can be remedied well before they happen, by nipping the design error in the bud!
An apt part design combined with befitting tools and techniques can save both the designer and molder from unnecessary woes.
The right design
Part design plays a major role in sink mark, it is influenced by variegated factors such as- Uniform wall thickness, Wall thickness variation, ribs, bosses, Mold wall thickness, gusset, et cetera
Uniform wall thickness:
Wall thickness should be uniform throughout the component-primary rule in plastic design. The principle of this rule is deeply embedded in manufacturing. With the current trend of light weighing products and reduction of material consumption, designers are often found making decisions regarding nominal wall based on functional and performance requirements.
Overlooking the integral role of the nominal wall in the manufacturing process (in the initial stage of design) can result in a constrained process with the prospects of non-manufacturability of the part looming overhead. These issues often arise at tooling (mold making) phase, when the chances of resolving issues have depleted. With an intention of making the design work, the designer often lets the responsibility fall of the mold maker’s shoulder. With limited choices and wasted time on mind, these parts, once manufactured, often present one with performance related issues.
Knowing the importance of manufacturing, one needs to consider functional and performance requirements in the course of deciding the nominal wall thickness. If a part is manufacturable but fails to meet the functional/performance requirements, then the design would eventually fail. Consideration of life time and acceptable stresses would help the designer make robust designs.
In general, liquids tend to flow through conduits with least resistance. Given this, molten polymer would inadvertently flow through thicker region in case of variation in wall thickness. Some of the downsides of this heat and temperature induced process are imbalanced filling of cavities, trapped air in tool, development of weld lines and the like, each of which highlight the significance of uniform wall thickness.
It further ensures uniform cooling of plastic parts which otherwise are poor carriers of heat. The resultant uniform shrinkage of the part with minimum sink marks and residual stresses are some of the many benefits of planning a design with uniform wall thickness.
For instance, if a 2-mm wall approximately takes 2 seconds to cool, a 4-mm would take 5 seconds longer. If these two are adjacently placed, the 4-mm wall would shrink more than its nether counterpart. This disparity in shrinkage leads to a rise in stress which is relieved by the part upon ejection, as a result of which the part suffers from “potato-chipping” (excessive warpage).
If the designer intends to stiffen a certain area, then an alternate can be adopted as opposed to increasing the thickness. An area can otherwise be stiffened by addition of ribs, or profiling the part wall which would make it stiffer and would also maintain the uniform wall thickness.
Wall thickness variation: As a rule of thumb, the wall thickness must always be somewhere between 0.75mm to 3mm. This established theory is easier said than done. It is often times affected by factors such as the type of plastic, tooling and the like. Though a plastic designer may make an attempt of maintaining a nominal wall thickness throughout a part, the consistency of the thickness would falter where functional and manufacturing requirements differ, resulting in resistance in optimum mold construction.
In situations such as these, locally adding a variation to the wall thickness would help one achieve a desired part with an intended function. While one is at it, certain points need to be always taken into consideration-
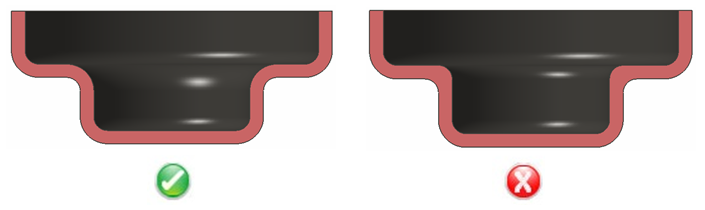
- Smooth transition in thickness: A sudden thickness transition may lead to shrinkage and high residual stresses in the part. This can also lead to warpage and reduced strength.
- Wall thickness variation: A maximum of 25 percent wall thickness variation is typically allowed for a better design.

In addition to these, sink marks can also be avoided by other design/manufacturing considerations –
- Planning a rib which is 50- 80 percent of the wall thickness it’s connected with.
- Tweaking the geometry of the feature responsible for sink marks so as to lower the probability of sink marks on the part design.
- Relocating the gate in a manner which would ensure the flow of the molten plastic towards an obstruction, for instance, a core pin.
Once a direct relation between design and sink marks is deeply ingrained in the mind of a plastic part designer, sink marks would then be a history!